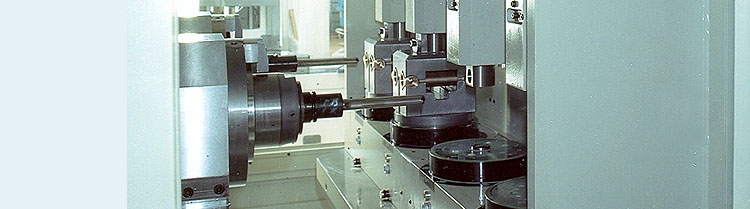
The basic concept is a horizontal twin-spindle machine with a swivel table. Each of the two work spindles is located in its own 3-axis machining module. In normal machining operation, the spindles move synchronously. To compensate for clamping errors or for circular machining tasks, however, it is possible to make X, Y or Z axis corrections in each of the work spindles.
To supply tools, each work spindle is equipped with a circular magazine with at least 30 tool places. Here, too, the simple and robust design with its lack of malfunction-prone changing mechanisms is impressive.
There are eight indexing tables on the swivel table assembled with two clamping bridges, whereby each side of the swivel table is equipped with four indexing tables with one clamping bridge each. This means there are always four indexing tables in the work area and four indexing tables on the loading and unloading side. The changing of workpieces is then done parallel to the machining time, which further reduces the times per workpiece. The clamping is done with a clamp die which is assigned to an indexing table. The workpiece is then accessible for machining from all sides in four axes on the indexing table. For smaller components where the sides require correspondingly less machining, there is also the option of clamping more than one workpiece on a single indexing table.
This machining concept is especially well suited for the machining of smaller aluminium and brass components, such as fixtures.